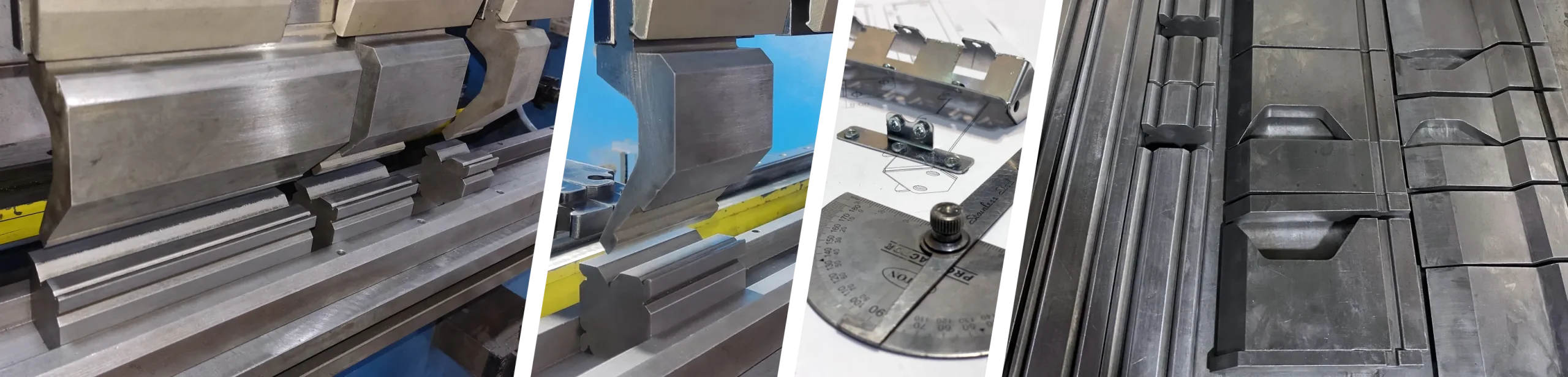
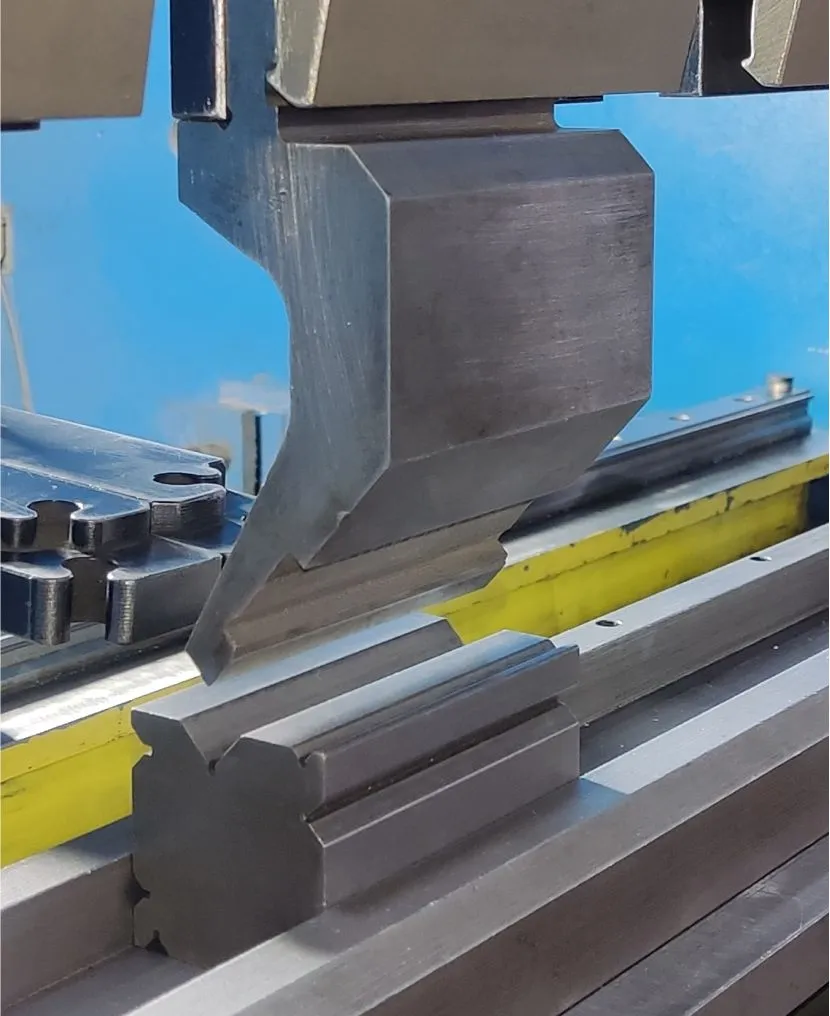
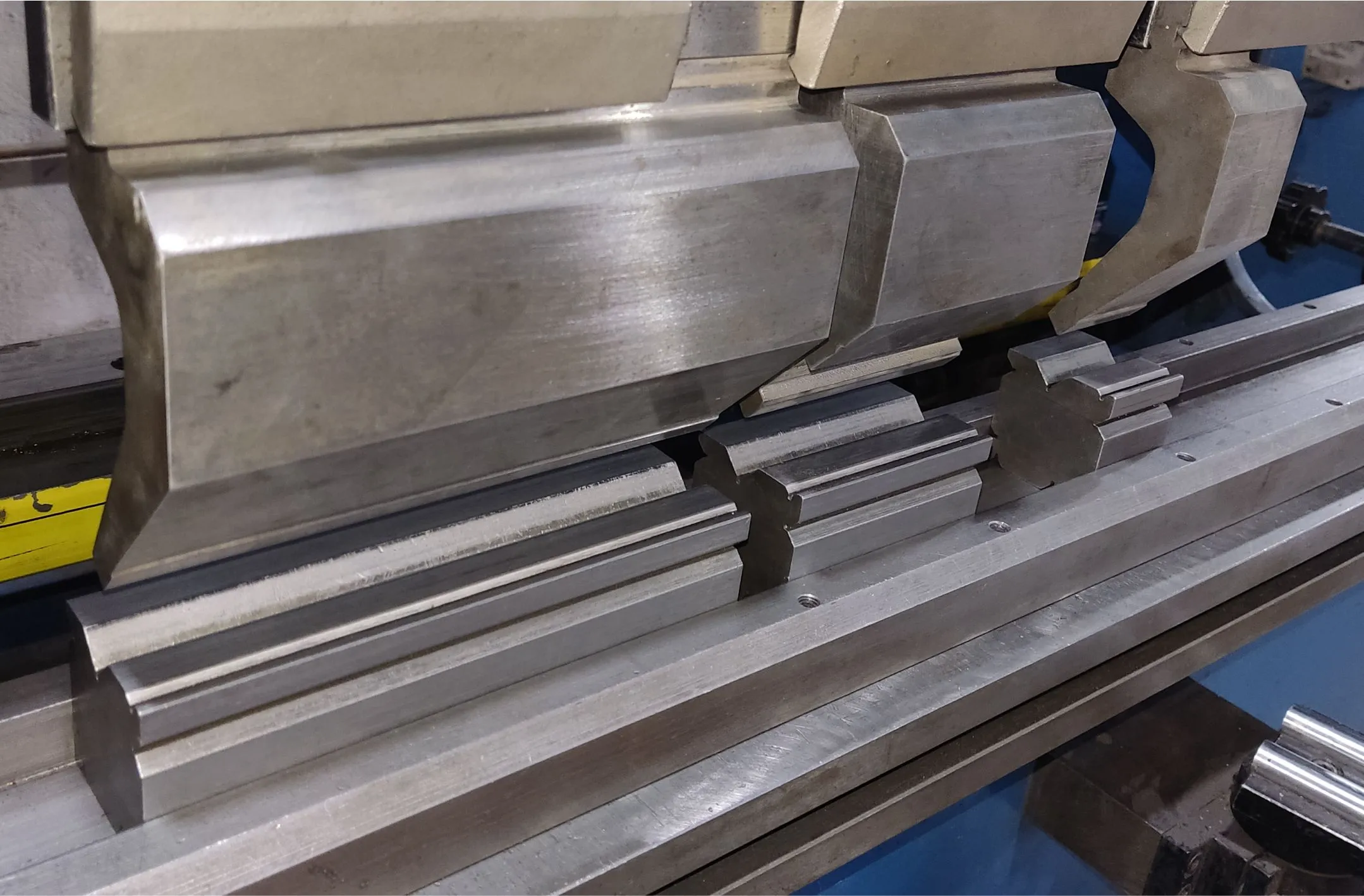
سنبه خم تیز(چاقویی): این سنبه نسبت به سنبه های استاندارد ضخامت کمتری دارند . از سنبه های خم تیز بیشتر برای زوایای بالای 90 درجه و همچنین برگرداندن لبه روی لبه پشت خم استفاده میشود.

ماتریسهای پرس برک را میتوان به انواع، ماتریس تک V (1V)، ماتریس دوبل V (2V) و ماتریس مولتی V دسته بندی کرد. در پایین شکل ماتریس 1V و 2VومولتیVآورده شده است.

لازم به ذکر است که تمامی انواع سنبه و ماتریس های ذکر شده ،برای امکان مانور بالا در خمکاری های پیچیده در قطعات با طراحی های پیشرفته می بایست در ابعاد طولی نامحدود در اختیار باشند.برای این منظورانواع سنبه و ماتریس ها رادر اندازه های طولی1-1.5-2-4-5-10و20سانتیمتری به صورت خرد تولید و با کنار هم قرار دادن آنهابر روی کلمپ های دستگاه پرس برک ،میتوان طولهای گوناگون و نامحدود را ایجاد نمود.
گروه صنعتی متال باکس با بهره گیری از کلیه امکانات ذکر شده توانمنددرتولید انواع قطعات فلزی با طراحی های پیشرفته و خمکاری های پیچیده بر روی انواع فلزات با ضخامتهای گوناگون و با دقت بسیار بالا می باشد.